Photoelectric sensors are very important parts when it comes to industrial automation. They have several applications such as object detection, distancemetion, and controlling automated systems. LUOSHIDA, one of the famous companies dealing with manufacturing of pet and photoelectric sensors, provides a wide range of products which cut across a number of industries such as the manufacturing and logistical sectors.
What is a Photoelectric Sensor?
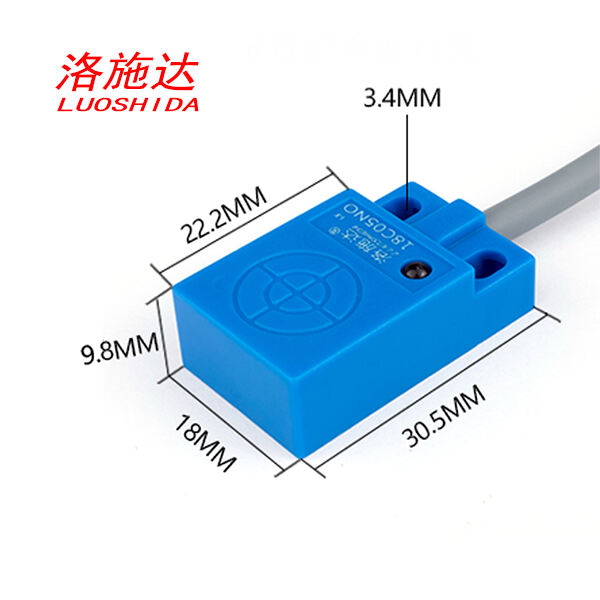
A photo sensor or a photointerrupter is an electro-optical sensor which employs light to sense a target. These sensors work in one shot- they send out an infrared beam and detect either a change in light or the beam’s reflection or blockage by some object. This in turn means that they can be described as non-contact sensing solutions, thus making them suitable for a number of uses.
Photoelectric sensors can be classified primarily into three types:
Through-beam sensors: In this type of sensors the emitter and the receiver install in a distance apart from each other so that there is a light beam in between them, when any object crosses this path, the light is interrupted that gives the sensors a focus to work on.
Retro-reflective sensors: These sensors reflect the light that has already been emitted back to where it came from, towards the receiver.
Diffuse sensors: A single protective cover encloses both the source and the receiver, the portions of light reflected off any object are made the focal point that aids the focus of these sensors.
Uses of Photoelectric Sensors
LUOSHIDA’s photoelectric sensors find use in various sectors such as:
Manufacturing: In factories, photoelectric sensors work within machinery to know the location of parts, thereby ensuring that machines work for longer hours without shutting down.
Logistics: Such sensors can be found in automatic sorting systems able to track parcels thereby simplifying the logistics.
Packaging: Photoelectric sensors allow for the control of material movement and movement of the package to the desired area on a conveyor belt.
Automotive: In the auto industry, these sensors are embedded in assembly lines to determine the presence or absence of components within the assembly line to measure the integrity of a given product.
Food and Beverage: They help in proper flow of the product to avoid congestion at the packing and distribution phases within the food sector.
Delights of Photoelectric Sensors
LUOSHIDA’s photoelectric sensors seem to be also advantageous for businesses:
Non-contact measurement: Photoelectric sensors being non-contacts ensure less tearing out of the sensor and the machinery and enhances their life span.
High accuracy: Photoelectric sensors give reliable and precise services as they are able to note the slightest of changes in their environment.
Versatility: With different models available, LUOSHIDA sensors can be adapted to a wide range of applications whether detecting small large objects, in a rugged place or measuring long distances.
Cost-effective: Manual inspection is relieved by these sensors thus reducing operational costs whilst allowing faster and more reliable automation.
Looking for photoelectric sensors? Why choose LUOSHIDA?
LUOSHIDA is renowned for its well-designed, reliable and high performance photoelectric sensors. LUOSHIDA sensors are highly reliable even in the harshest environments, and It is because of this focus on quality and customer satisfaction that they are able to provide such sensors. Whether you require sensors used for industrial automation, safety applications or logistics, LUOSHIDA has a range of photoelectric sensors which would be ideal for your requirements.
Conclusion
In modern industrial processes, it is hard to imagine working properly without solar sensors so they are very good complication in any electrically operated automation. The range of solutions provided by LUOSHIDA’s photoelectric sensors allows you to achieve a higher level of efficiency in your industrial processes and remove related complexity.

 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES