Industrial automation has indeed transformed the manufacturing and logistics sectors and among this transition, photoelectric sensors have been of great importance. These sensors are utilized to detect objects, change in distances and perfect the working of automated systems. In this article, we’ll explore what advantages industrial automation has using photoelectric sensors and why LUOSHIDA is the best option for sensor solutions.
Increased Accuracy in Detection
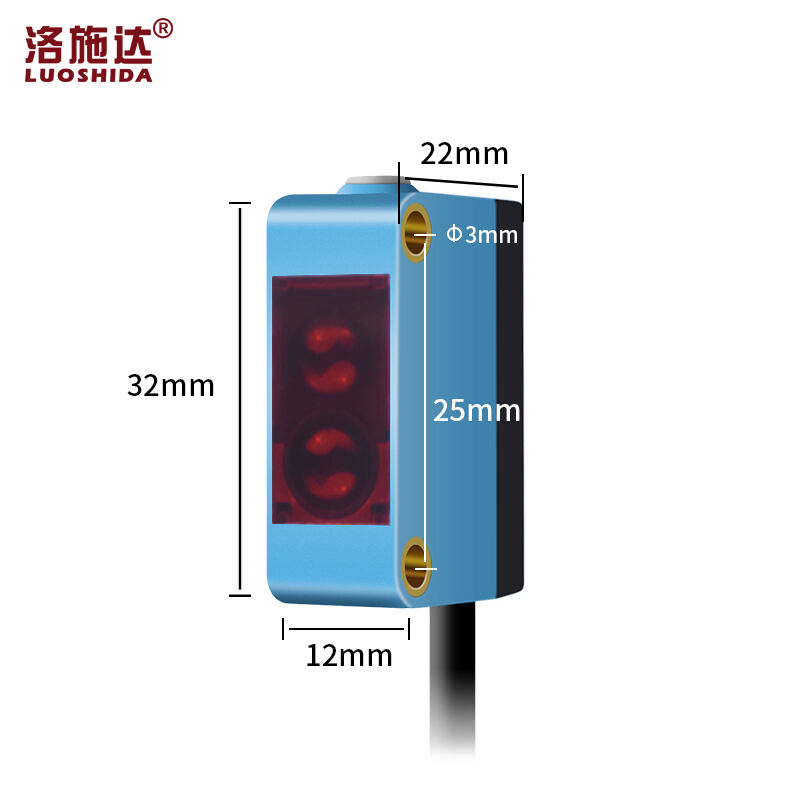
Among the many pros of photoelectric sensors, one of the most significant advantages is that it allows accurate detection. These sensors can pick even a slight change in the environment, whether it be an object moving on a conveyor or any change in the material characteristics, since they employ light rather than contact. LUOSHIDA’s photoelectric sensors consist of the means to always provide accuracy which makes them perfect for use in the applications where accuracy matters the most.
Non-contact Detection for Reduced Wear
Photoelectric sensors are able to work with the object being detected without physically touching it. This non-contact feature helps both the sensor and the objects being monitored to reduce the wear and tear. In regards to industries where the lifespan of the equipment is of essence such as automotive and food processing, this benefit reduces maintenance costs and downtime.
Fast Response Time for Increased Productivity
Photosensors enable and allow operations to proceed without interruption since they have a fast detection response. This is of significance in industrial processes where time really is of essence. LUOSHIDA’s optical sensors have quick reaction time features which add to the efficiency of the overall system. Photoelectric sensors provide near-instantaneous feedback to assembly line control systems or product sorting systems that help in increasing operational efficiency.
Versatility in Application
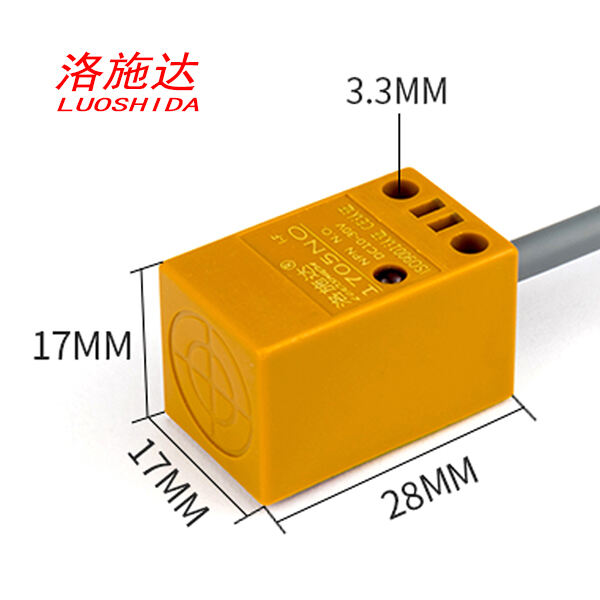
Another advantage of photoelectric sensor is their adaptability. They can be applied in most environments regardless of extreme temperatures, humidity, and or dusty conditions. The optical sensors by LUOSHIDA are able to withstand tough industrial conditions, hence suitable for applications in mining, packaging, and robotics sectors among others.
Cost-Effective and Low Maintenance
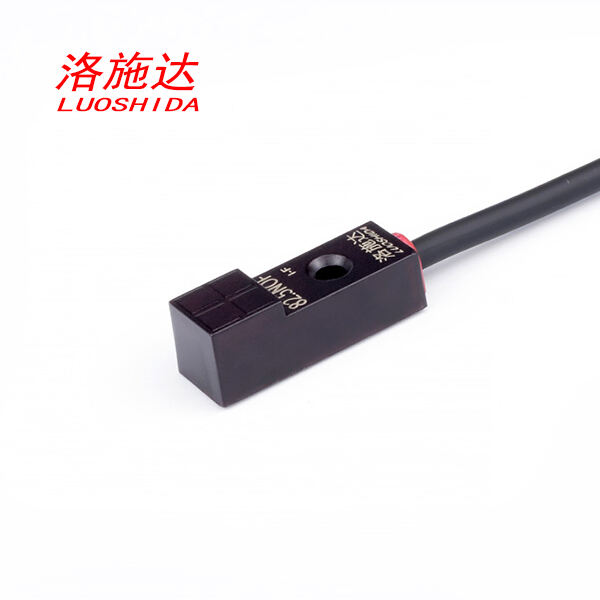
Photoelectric sensors in comparison with mechanical sensors are cost-effective and have low requirements with respect to maintenance. It is observed that the absence of moving parts makes anything fail susceptible Interestingly, with LUOSHIDA’s optical sensors expect years of good service and almost no need for repairs. In the long run, the robustness of the LUOSHIDA range of electronic sensors contribute to decrease in overall operational cost.
Conclusion
The use of photoelectric sensors in industrial automation systems has many advantages including increased precision, speed, reduced cost, and high quality. LUOSHIDA’s sensors are high technology and multifunctional which enable industries to achieve the best performance while minimizing overall costs. Be it in the industry of production, logistics, or any other areas, photoelectric sensors manufactured by LUOSHIDA are the guarantee of efficiency.

 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES